| Artikel | Schmiede | Besetzung |
| Prozess | Schmieden ass e Prozess, bei deem eng Schmiedemaschinn e Metallblech plastesch deforméiert, fir eng bestëmmt mechanesch Eegeschaften, Form a Gréisst ze kréien. Duerch d'Schmieden kënnen déi locker Metalldefekter beim Schmelzprozess eliminéiert ginn, d'Mikrostruktur optimiséiert an de komplette Metallfluss erhalen, sou datt déi mechanesch Eegeschafte vum Schmieden am Allgemengen besser si wéi beim Goss vum selwechte Material. Déi meescht wichteg Maschinndeeler, déi eng héich Belaaschtung a schwéier Aarbechtsbedingunge erfuerderen, gi fir Schmiededeeler benotzt. | Goss ass e Prozess, bei deem flëssegt Metall an d'Gosskavitéit bruecht gëtt, nodeems et ofgekillt a fest gouf, fir déi néideg Deeler ze kréien. |
| Material | Schmiedematerial gëtt wäit verbreet benotzt: Ronnstol a Quadratstol. Et gëtt Kuelestol, Legierungsstol, Edelstol, souwéi e puer Net-Eisenmetaller, déi haaptsächlech an der Raumfaart- an der Präzisiounsindustrie benotzt ginn. | Beim Goss gi meeschtens gro Goss, dektile Goss, formbare Goss a Gossstahl benotzt. Déi heefegst Gossmethoden sinn: Net-Eisenmetaller: Messing, Zinnbronze, Wuxi-Bronze, Aluminiumlegierungen etc. | Ënner der gläichwäerteger Bedingung huet Schmiedmetall eng besser Leeschtung a punkto mechanesche Eegeschaften, während Goss beim Formen iwwerleeën ass. |
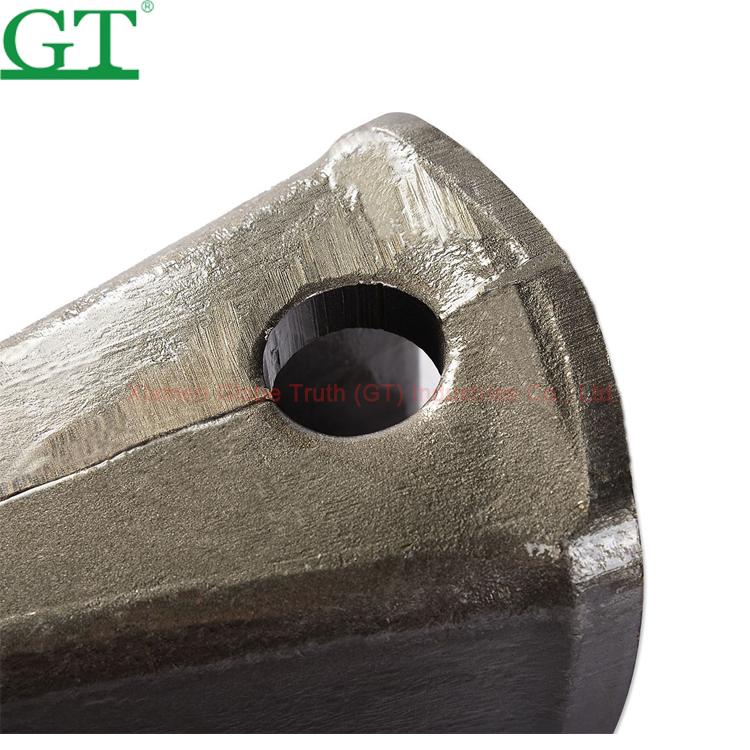
| Ausgesinn | D'Oxidatiounsreaktioun vum Schmiedestol während dem Héichtemperaturprozess verursaacht eng liicht Kylin-Kärung an der Uewerfläch vun den geschmiedten Eemerzänn. Well d'Schmiede duerch Formen gemaach gëtt, gëtt et och nodeems de Spalt an der Form ewechgeholl gouf, eng Trennlinn an den geschmiedten Eemerzänn. | Et gëtt Sandspuren a Gossflecken op der Uewerfläch vun den Zänn vum Gosseemer. |
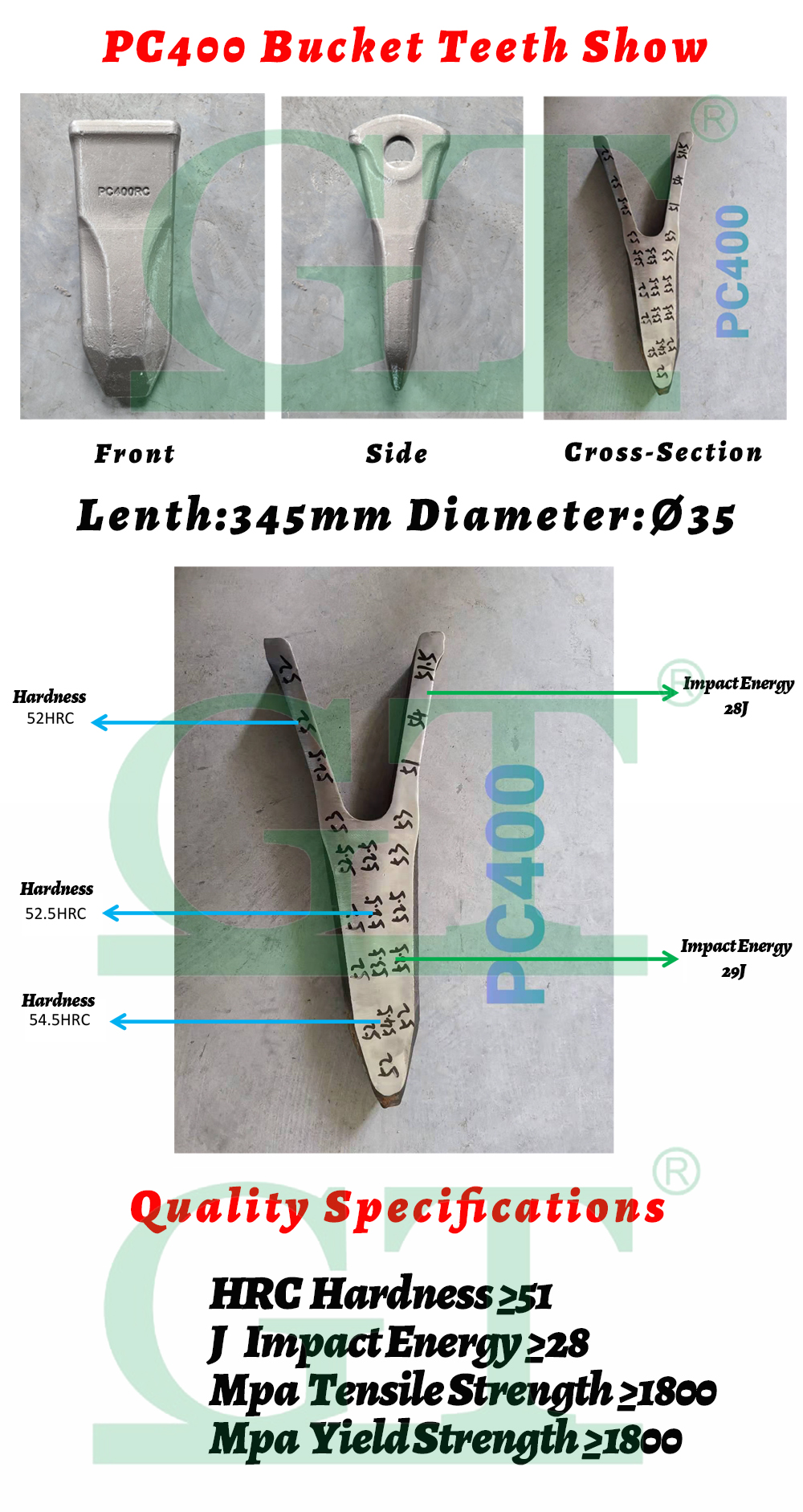
| Mechanesch Eegeschaft | De Schmiedprozess kann d'Kontinuitéit vun de Metallfasere garantéieren an e komplette Metallfluss erhalen, gutt mechanesch Eegeschaften an eng laang Liewensdauer vun den Eemerzänn garantéieren, e Gussprozess deen onvergläichlech ass. | Am Verglach mat Gossdeeler kënnen d'Struktur an d'mechanesch Eegeschafte vum Metall nom Schmieden verbessert ginn. D'Organisatioun vum Goss nom Schmieden duerch thermesch Deformatioun, d'Verännerung vum urspréngleche voluminöse Kristall a Säulenkären a fein Kären, an d'organisatioun vun der isometrescher Rekrystalliséierung suergt dofir, datt d'Struktur vun der ursprénglecher Trennung am Barren, Osteoporose, Porositéit, Schlakeninklusioun an aner Konsequenze méi kompakt ass, wouduerch d'Plastizitéit an d'mechanesch Eegeschafte vum Metall verbessert ginn.
Schmieden ass d'Erreeche vun der gewënschter Form andeems de Metall duerch plastesch Deformatioun gedréckt gëtt, normalerweis mat engem Hammer oder Drock. De Schmiedeprozess bitt eng fein granulär Struktur a verbessert d'physikalesch Eegeschafte vum Metall. Am prakteschen Asaz kann en ugepassten Design de Kärenfluss an d'Richtung vun der Haaptspannung garantéieren. Beim Goss ass et d'Erstelle vu Metallformungsobjeten duerch all Zorte vu Gossmethoden, dat heescht datt de flëssege Metall an déi virbereet Form geluecht gëtt fir eng bestëmmt Form, Gréisst an Eegeschaften ze kréien, duerch Schmelzen, Goss, Injektioun oder aner Gossmethoden, an no Ofkille, Reinigung an der leschter Behandlung ausschüttelen. |